The ATP industrial e.MMC (Embedded MultiMediaCard) solution is designed to meet the high-performance data transfer and storage requirements of industrial and embedded applications in space-constrained systems requiring rugged reliability and very high endurance.
Compliant with the latest JEDEC e.MMC v5.1 specifications, the ATP e.MMC is an embedded storage solution consisting of an MMC interface, flash memory and controller integrated in the same IC package and offered in a 153-ball fine pitch ball grid array (FBGA) package. The integrated package simplifies the application interface design, making the ATP e.MMC suitable for industrial applications requiring rugged endurance, reliability and durability in challenging operating environments.
While several module houses and manufacturers already have their own versions of industrial e.MMC, each one claiming to offer the best features and benefits, the ATP e.MMC is backed by over 25 years of ATP's pioneering expertise in manufacturing flash memory and storage products.
As shown in the figure below, ATP e.MMC's strengths are not only about the product itself, but the ATP name that backs it up.
Figure 1. The ATP e.MMC promises data integrity, quality and reliability, along with ATP services that are tailor-fitted according to customers' needs. As a true manufacturer, ATP is fully in charge of the manufacturing processes after the wafers are received and can therefore control quality, product support and longevity.
- Configurable SRAM Soft Error Detector and Recovery Mechanism
- Read Disturb Prevention
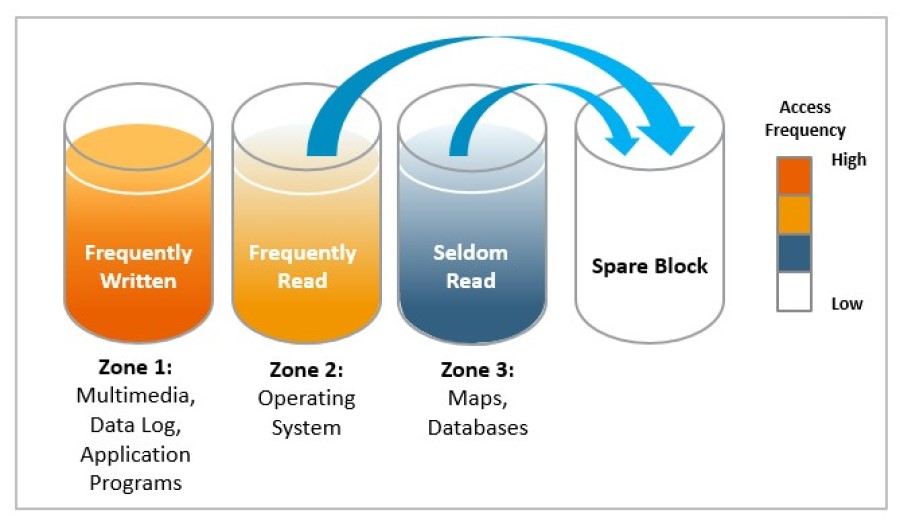
Figure 3. Data refresh algorithm prevents Read Disturb errors by moving data to a healthy block when the read count exceeds the threshold.
Industry-Leading NAND Screening Capability
- Extreme Endurance: 2-3X Higher than Standard e.MMC
- Robust Durability
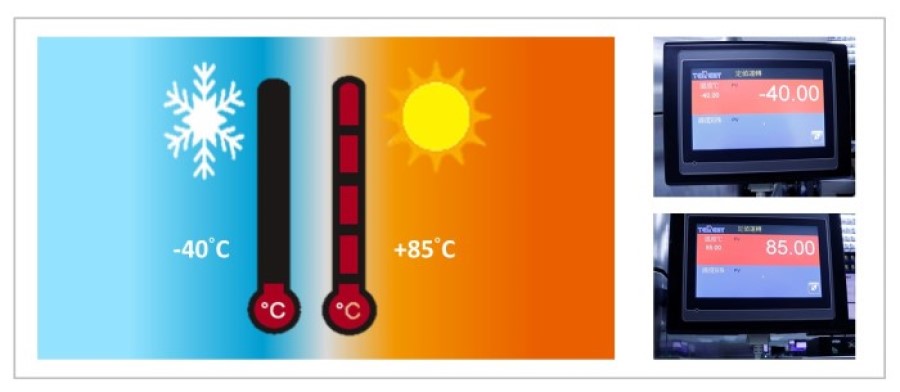
Figure 4. ATP e.MMC operates within full industrial temperature range.
ATP as a True Manufacturer: Full Process Ownership
ATP maintains complete control of all stages of the manufacturing process — from the time the wafers are received all the way up to the finished product. ATP performs in-house testing, quality control, Rapid Diagnostic Test (RDT) and in-house field application (FA) to provide customers nothing less than the best products. By taking charge and ownership of the processes, ATP also maintains control of its supply and value chains. We implement controlled bill of materials (BOM) with longevity planning and maintain buffer inventory to prevent stock outs.

Figure 5. ATP Process Ownership
ATP-Owned Manufacturing Facilities
The ATP e.MMC is designed, produced and tested thoroughly at ATP's own purpose-built factory with top-notch engineers and highly skilled production staff using the most modern equipment along with exclusive ATP-designed firmware and testing platforms.
Post-Manufacturing Process Excellence
No doubt, each ATP e.MMC is manufactured to the highest and most stringent standards to make sure that it meets the rigid requirements of industrial applications. The ATP culture of excellence, however, extends after the product is finished. Further processes are taken to ensure that each product coming out of ATP's manufacturing facilities meet and even exceed expectations.
Below is a sneak peek into the meticulous processes that the ATP e.MMC goes through before it is shipped out.
Ensuring Product Traceability
Laser imprints important information to identify each piece for accurate tracking and efficient inventory management.

RDT is performed to evaluate product reliability under extreme temperatures and to catch early and latent defects.
ATP e.MMC devices are loaded into a specially designed RDT chamber for thermal cycling tests at both low (-40°C) and high (85°C) temperatures. ATP can perform high-volume testing according to customer request.

Automated Final Screening
A special machine performs high-speed automated initialization and screening to make sure that errors and failed parts not caught during the production stage are effectively screened out before the product is packaged.

Protective Packaging
Finally, the ATP e.MMC is vacuum-sealed, removing all the air from the packaging, including humidity and moisture that could cause corrosion. Vacuum packaging also safeguards the ATP e.MMC against environmental hazards that could cause damage while the devices are stored or in transit.

Service
ATP delivers total solutions by manufacturing not only best-in-class products, but also offering top-notch services. By project support and customer request, ATP offers value-added services such as Joint Validation, where ATP conducts compatibility and function tests with client-supplied host devices and systems to proactively detect and minimize failures that may not have been caught in production tests. ATP also guarantees long product cycles with a longevity commitment of over 5 years for MLC NAND-based e.MMC.
Find out how the industrial e.MMC and other ATP flash memory and storage products can meet your diverse data storage requirements. Visit the ATP website or contact an ATP Representative/Distributor.