是否有适合工业应用的存储卡?
为什么存储卡不总是更大或者更快越好?
自上世纪90年代问世以来,存储卡一直是最成功、最可靠、最便宜的存储解决方案之一。它们通常用于在便携式设备(如相机和智能手机)中存储图像、视频、音频以及文本。
由于消费类存储卡的成本较低,并且已经在许多日常应用程序中广泛使用,因此它们也常常被用于工业用途,但并不是为工业用途而设计的。
消费产品与工业产品:有什么区别?
消费产品旨在用于个人,家庭和非商业用途。另一方面,工业产品旨在用于商品和服务的设计,制造,包装,交付和分配。因此,诸如存储卡之类的工业级产品需要坚固,可靠和高质量的组件,这些组件可以长时间可靠地运行,以确保最大的可用性,最少的停机时间和更好的投资回报率。
工业应用包括:
- 网络/电信;
- 物联网(IoT);
- 航空电子;
- 自动化;
- 企业移动化;
- 卫生保健;
- 汽车计算;
- 航空航天与国防;
- 工业/嵌入式PC。
图1 通用工业应用中使用的存储卡
需要考量的重要工业需求和要素
通常,工业应用不仅对任务至关重要,而且对安全和生命也至关重要。随着越来越多的工业系统变得自治或几乎不需要人工干预,数据存储的效率以及对信息的及时访问,传递和分析变得前所未有的重要。
工业领域的客户根据解决方案的总成本而不是直接的短期成本来做出购买决策。这主要是因为工业要求与个人或消费者用途有很大不同。让我们看一下可能无法设计或制造的消费产品的特殊工业要求。以下是一些指导您完成决策过程的主要注意事项:
1. 定制
当选择诸如存储卡之类的工业存储设备时,由于行业的多样性和广泛的使用场景,一种尺寸并不能满足所有需求。重要的是确定设备将如何使用以及用于哪些特定的应用程序。
作为一项增值服务,ATP电子提供定制选项,以更好地满足客户对特定市场和应用程序的需求,例如预先加载客户交付的数据和与客户提供的主机设备和系统的联合进行验证。
2. 可靠性和耐用性
存储卡是否可以在温度变化不定的恶劣环境中使用?例如,工业机器和道路监控摄像机的运行时间很长,通常一周7天,一天24小时不间断运行。恶劣的操作场景会使存储卡暴露于高温,振动,冲击,灰尘和其他因素的影响下。除了连续使用外,存储卡还会承受不断的物理压力。它们体积小且便携,通常挤在狭小的空间中,必须不断地插入和取出。他们应该能够承受粗暴的使用而不会出现故障或性能下降的情况。
ATP工业存储卡采用系统级封装(SiP)技术,该技术封装了所有裸露的组件,使存储卡能够承受冲击,振动,灰尘,电磁干扰(EMI),静电释放(ESD)以及多种气候条件,例如极端温度和湿度。
ATP存储卡符合SD协会的-25°C至85°C的工作温度规格,而具有工业温度(iTemp)额定值的某些存储卡可以在-40°C极冷到85°C至高温下可靠地运行。
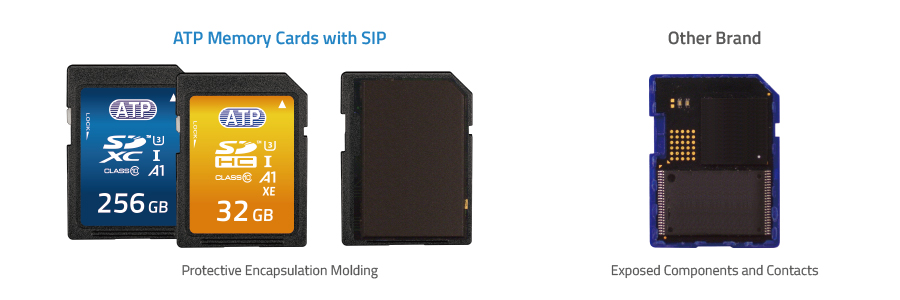
图2 ATP SiP封装所有暴露的组件,以获得更好的耐用性
3. 数据完整性
当只频繁读取卡的某些块时,可能发生读干扰错误,从而导致损害数据准确性和完整性的错误。自动驾驶汽车的内存卡存在数据损坏的情况,可能无法检测到过路行人或忽视换车道的风险,从以确保数据的完整性,特别是对任务和生命至关重要的应用程序。
ATP AutoRefresh监视每个操作中的错误位(bit)级别。 在块中的错误位达到或超过预设阈值之前,AutoRefresh会将数据移至运行正常的块,从而防止控制器读取具有过多错误位的块,避免读取干扰错误和数据损坏。
另一方面,动态数据刷新通过在不影响读/写操作的情况下顺序扫描用户区域标志记录来在后台自动运行,以减少读取干扰的风险并维持很少访问区域中的数据完整性。经完全移动到另一个块的数据将被读取并与源数据进行比较,以确保数据的完整性。
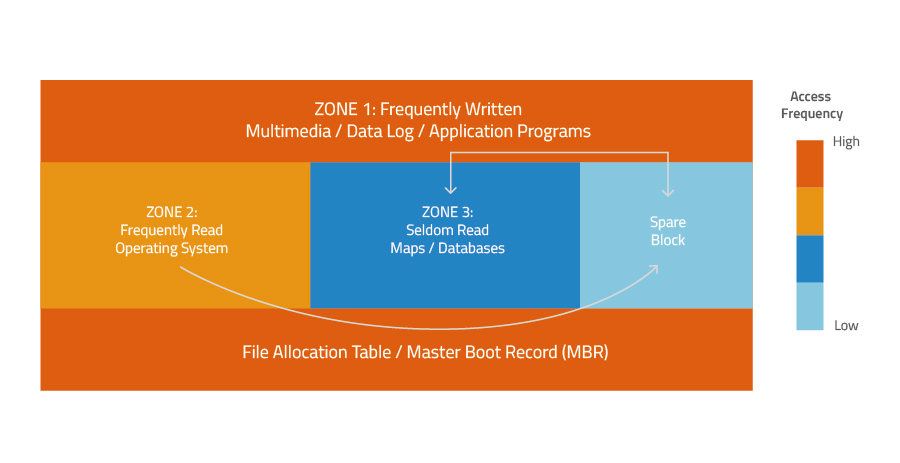
图3 ATP自动刷新和动态数据刷新避免了读取干扰错误和数据损坏
4. 高质量和符合行业标准
消费者存储卡卡可能会使用较低级别的NAND闪存或采用最新的NAND工艺来追求成本优势,这可能会损害它的可靠性和产品寿命,或导致低成品率和不稳定的性能。例如,在卫生保健应用中,患者信息对诊断和治疗至关重要,由于质量差而造成的误差是不能容忍的。
• ISO9001, ISO14001, ISO/TS16949
• IEC60529(防水/防尘):SD - IP67; microSD – IP57
• 选择AEC-Q100测试项目和条件
5. 容量和速度
更大的容量和更快的速度并不一定更好。一些工业应用不需要大容量或快速性能。确定如何使用存储卡以及需要存储和处理的文件类型。ATP存储卡可在不同的性能等级和密度,利用平面和三维NAND闪存技术,来满足不同的应用需求。单击此处了解不同存储卡类别的介绍。
6. 相容性
从物理上讲,消费类存储卡和工业用存储卡之间没有明显区别。消费卡适合具有适当插槽的任何系统,但由于技术问题可能无法正常工作,因此应考虑与主机设备和特定应用程序的兼容性。通常,需要为特定应用程序进行固件或设置自定义。
通过“联合验证”程序,ATP与客户端提供的主机设备和系统进发现的故障。

图4 在联合验证程序下,ATP使用客户端提供的主机设备和系统进行测试
7. 断电保护
突发断电恢复(SPOR)固件备份机制即使在电源电压波动和频繁断电的情况下也能确保数据完整性和可靠的操作。经过ATP开发的电源循环测试和写入应用程序中的随机关机验证,SPOR可在重新开机时有效地跟踪并恢复以前的有效数据。
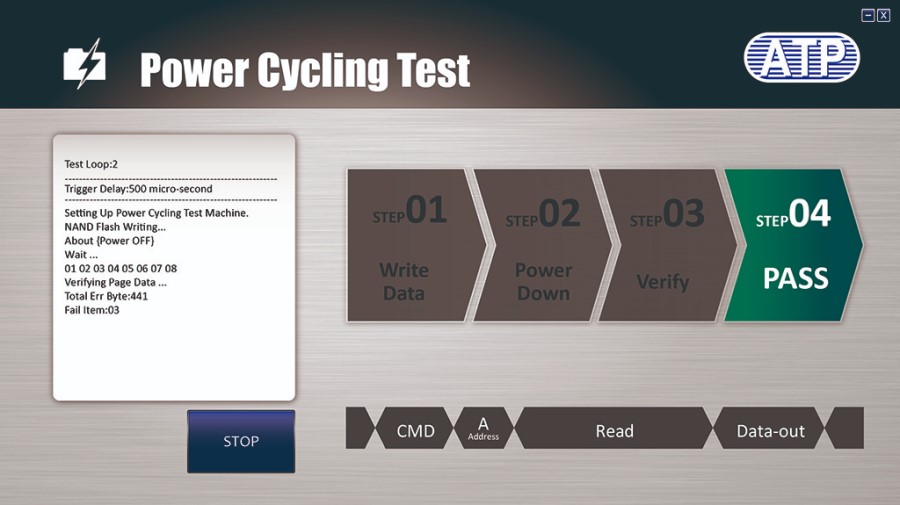
图5 经ATP严格的电源循环测试平台验证,SPOR可以将突然断电的风险降到最低
8. SD健康/生命监测*
Flash只能写入有限次数。对存储卡的突然损坏措手不及可能会造成灾难性的后果。Life Monitor提供了一个用户友好的界面,该界面可监控磨损参数,例如擦除次数,坏块数,备用块数和剩余寿命,因此,当闪存接近或耗尽时,可以防止意外的数据丢失,可以提前制定使用寿命和设备更换计划。
* 兼容性和支持可能会因平台或操作系统而异。
ATP竞争力
到目前为止,还没有一个明确的标准来定义存储卡是否属于“工业级”。通常情况下,如果制造商能够承受-40到85摄氏度的大范围工作温度范围,或者采用单极单元(SLC) NAND闪存,他们就会把自己的产品定义为工业级产品。
虽然这些都是重要的考虑因素,但ATP认识到,随着上面列出的独特的工业需求和广泛的工业用途应用,“工业”标签应该超越产品规格或功能的范围。ATP的工业存储卡专为任务关键型应用以及对安全和生命至关重要的应用而设计,用途广泛。无论是用于互联汽车,智能工厂,智能家庭或建筑物,还是在恶劣的环境和地形中,这些坚固的存储卡都可以在各种工作负载和场景下长期可靠地使用。
根据ATP的定义,“工业级”涵盖产品可靠性和供应稳定性。 下文将讨论真正的工业级产品的组件。
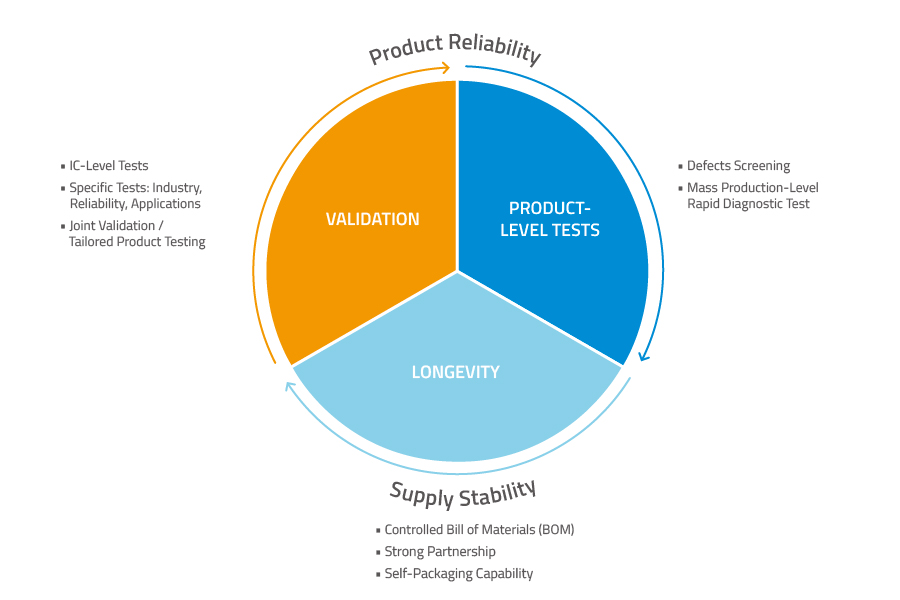
产品可靠性
-
验证
ATP进行全面的IC级测试,以筛选出较弱的IC,并提高IC级的可靠性。具体的可靠性测试包括温度(极端高温和低温;温度循环),静电放电(ESD),电磁干扰(EMI),灰尘,湿度,冲击/振动。行业标准符合性包括JEDEC。
-
产品级测试
在出厂之前,通过产品级测试,如100%对比测试和老化测试,筛选出制造/组件缺陷。快速诊断测试包括在iTemp范围(-40°C至85°C)下进行的测试,逐块测试以覆盖包括备用区域在内的完整范围,以及更严格的测试标准设置以确保ATP存储卡的可靠性。
供应稳定
工业应用需要可持续的解决方案和较长的产品周期。工业应用存储卡的产品周期应至少为5年。
ATP与领先供应商的战略合作关系确保了长期物料清单(BOM)和供应稳定性。通过实施双源战略和控制BOM,ATP通过缓冲库存保证了较长的产品周期。任何影响过程或产品的变更都将传达给客户。 此外,凭借ATP的NAND自封装功能和验证功能,每张存储卡均由ATP跨越25年的广泛制造专业知识提供支持
更多信息,请访问ATP网站:https://www.atpinc.com