Choosing an industrial SD or microSD card comes down to four failure modes — NAND wear-out, power-loss corruption, high-temperature data loss, and consumer-grade weaknesses in surveillance and edge systems. This guide names each mechanism, shows how ATP industrial memory cards address it, and is honest about where a consumer card is still enough.
Key Takeaways
- SD cards fail in continuous-write applications because NAND flash wears out. Every cell tolerates a finite number of program/erase (P/E) cycles, and a 24/7 write load — surveillance, logging — reaches that limit far faster than consumer use. ATP counters this with higher-endurance NAND (3D TLC rated up to 5,500 TB written, or up to 25,000 TB run in pSLC mode) plus advanced wear leveling that spreads writes evenly across all blocks.
- Power-loss protection on a memory card is firmware-based and protects data at rest — not data in flight. ATP Sudden Power-Off Recovery (SPOR) protects the firmware, the mapping table, and data already committed, and restores the card to a consistent state on power-up. Because SD/microSD cards have no on-board capacitors, the one write in progress at the instant power is cut is not guaranteed to finish; design a clean shutdown or buffer at the system level for that last write.
- High-temperature survival comes from the iTemp envelope plus active data-integrity firmware, not ruggedness alone. ATP iTemp cards are qualified −40°C to 85°C and sealed in a System-in-Package (SiP) body, but heat also accelerates charge loss in NAND, so AutoRefresh, Dynamic Data Refresh, and Auto-Read Calibration actively preserve retention. 85°C is the qualified ceiling — if internal cabinet temperature can exceed it, the fix is thermal design, not a different card.
- Consumer microSD cards fail in surveillance and edge systems because they are built for light, intermittent use. They are typically rated only 0°C to 70°C, carry low or unpublished write endurance, lack power-loss handling and read-disturb/retention management, and change components without notice — so a card that passes bench test can fail in the field months later.
- You don’t always need an industrial card. For light, mostly-read, or intermittently-written use inside a climate-controlled enclosure where a failed card is easy to swap, a quality consumer card can be adequate. The industrial case becomes decisive the moment writes are continuous, temperature is uncontrolled, power is unstable, or the device is hard to reach.
Is Any Memory Card Suitable for Industrial Applications?
Since their introduction in the 1990s, memory cards have remained among the most successful, trusted and low-cost storage solutions available. They are commonly used to store images, videos, audio and text in portable devices such as cameras and smartphones. Because consumer memory cards cost less and have become common in countless everyday applications, they are also often pressed into industrial roles they were never built for.
Bigger or faster is not always better. The right card for an industrial system is the one matched to its workload, environment, power conditions, and serviceability — not the one with the highest headline capacity or speed class.
Consumer vs. Industrial: What Is the Difference?
Consumer products are intended for personal, family and non-business use. Industrial products, by contrast, are intended for the design, manufacture, packaging, delivery and distribution of goods and services. As such, industrial-grade items such as memory cards require tough, reliable, high-quality components that can perform dependably over long periods to ensure maximum availability, minimal downtime, and a better return on investment.
Typical industrial applications include networking and telecommunications, the Internet of Things (IoT), avionics, automation, enterprise mobility, health care, automotive computing, aerospace and defense, and industrial/embedded PCs.
Important Industrial Requirements and Factors to Consider
Industrial applications are often not only mission critical, but also safety and life critical. As more industrial systems become autonomous or require little to no human intervention, the efficiency of data storage and the timely access, delivery and analysis of information have never been more crucial.
Buyers in the industrial sector make purchase decisions based on the total cost of a solution rather than immediate short-term cost, because industrial requirements differ vastly from consumer use. The factors below all trace back to a small number of specific ways a memory card fails in the field; naming the mechanism first makes it clear which requirement addresses which failure.
Why Consumer SD Cards Fail Where Industrial Cards Survive: Four Failure Modes
Most field failures of a memory card in industrial service trace back to four mechanisms. Each requirement later in this guide answers one of them.
Why do SD cards fail in continuous-write industrial applications?
SD cards fail under continuous writes because NAND flash wears out: each memory cell can be programmed and erased only a finite number of times, and a workload that writes around the clock — video surveillance, sensor logging, transaction journaling — consumes those program/erase (P/E) cycles far faster than the intermittent use a consumer card is designed for. Two effects accelerate it: write amplification, where small random writes force the controller to rewrite whole blocks and burn extra cycles, and uneven wear, where a card without strong wear leveling exhausts a few hot blocks while the rest sit idle. ATP addresses the root cause directly — higher-endurance NAND (its industrial SD cards are rated up to 5,500 TB written in 3D TLC and up to 25,000 TB run in pSLC mode), advanced wear leveling that distributes writes across every block, and speed-class selection matched to the workload. Note that those TBW figures are rated under sequential writes; a random, continuous workload will reach end-of-life sooner, so size the card against your own measured write rate rather than the headline number.
How do industrial microSD cards protect against unexpected power-loss corruption?
Industrial microSD cards protect against power-loss corruption with firmware that safeguards data already written and rebuilds a consistent state when power returns — not with on-board capacitors that finish a write after the supply drops. ATP Sudden Power-Off Recovery (SPOR) is a firmware, data-at-rest mechanism: it protects the card firmware and the logical-to-physical mapping table, guards data already committed to flash from a half-finished neighbouring write, and traces and recovers the last valid data when power comes back. What firmware alone cannot do — on any SD or microSD card, because the form factor has no room for capacitors — is guarantee that the single write in flight at the instant of power loss completes. That gap is real and worth designing around: pair the card’s SPOR with a system-level clean-shutdown or write-buffering policy. For the full four-level model of how flash is corrupted by power loss and where capacitor-backed protection fits, see ATP’s companion article on power-loss protection.
What SD card technologies prevent failure in high-temperature outdoor systems?
High-temperature survival rests on three things working together: a qualified wide-temperature envelope, physical sealing, and active data-integrity firmware. ATP industrial SD and microSD cards carry an iTemp rating of −40°C to 85°C (versus the SD Association standard −25°C to 85°C) and are built in a System-in-Package (SiP) body that encapsulates the die against heat, humidity, dust, shock, and ESD. But temperature attacks data as well as hardware: heat accelerates charge leakage from NAND cells, shrinking data retention and shifting read voltage thresholds. That is why firmware matters as much as the package — AutoRefresh moves data out of blocks whose error-bit count is climbing, Dynamic Data Refresh rewrites seldom-touched cells before retention is lost, and Auto-Read Calibration re-centres read thresholds as cells age and warm. The honest boundary: 85°C is the qualified ceiling, not a suggestion. In a sealed outdoor cabinet, internal air can run far above ambient, so the right move when you approach that limit is thermal design (venting, shading, derating) — no SD card is guaranteed above its rated maximum.
Why do consumer microSD cards fail in surveillance and edge systems?
Consumer microSD cards fail in surveillance and edge systems because they are engineered for a phone or camera that writes occasionally, not a device that writes continuously in an uncontrolled environment. Four weaknesses surface at once: endurance — 24/7 recording or continuous inference logging burns through a consumer card’s limited (often unpublished) write rating in months; temperature — consumer cards are typically rated 0°C to 70°C and an outdoor camera or roadside edge box swings well outside that; power events — cameras and edge nodes lose power abruptly, and a consumer card with no power-loss handling can corrupt the file or the mapping table; and read disturb — an edge model read from the same blocks millions of times accumulates bit errors a consumer card does nothing to correct. On top of that, consumer product lines change NAND and components without notice, so the card validated in the lab may not be the card shipped a year later. ATP industrial microSD cards answer each point — high-endurance 3D TLC/pSLC NAND, −40°C to 85°C operation, firmware power-loss recovery, AutoRefresh read-disturb protection, SD Life Monitor for end-of-life planning, and a fixed bill of materials for multi-year supply.
The honest exception holds across all four mechanisms: if a card sits in a climate-controlled enclosure, writes little data, has system-level power protection, and is easy to reach and replace, a quality consumer card can be adequate — and a high-endurance pSLC card would be paying for headroom you never use. The industrial case is strongest the moment any one of those conditions no longer holds.
1. Customization
When choosing an industrial storage device such as a memory card, one size does not fit all, given the diversity of industries and the extensive range of usage scenarios. It is important to determine how the device will be used and for which specific applications. As a value-added service, ATP Electronics offers customization options to better address customer requirements for specific markets and applications, such as pre-loading customer-consigned data and joint validation with client-supplied host devices and systems.
2. Reliability and Endurance
Will the memory card be used in harsh environments with variable temperature shifts? Industrial machines and road surveillance cameras, for example, operate for lengthy periods, often non-stop 24 hours a day, 7 days a week. Tough operating scenarios expose the cards to elevated temperatures, vibration, shock, dust and other elements. Beyond continuous use, the cards also undergo constant physical stress: being small and portable, they are usually crammed into tiny spaces and inserted and removed continually. They should be able to withstand rough usage without malfunctioning or compromising performance. Endurance is the deciding factor here: NAND flash tolerates only a finite number of program/erase (P/E) cycles, and a 24/7 write load consumes them far faster than intermittent consumer use — which is why, in continuous-write applications, endurance rather than capacity is usually the limiting specification.
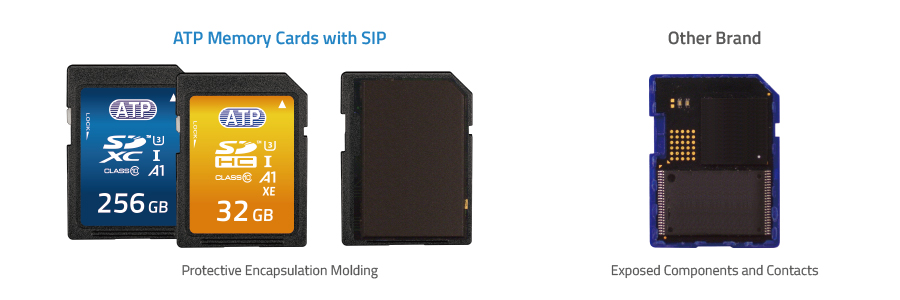
ATP industrial memory cards employ System-in-Package (SiP) technology, which encapsulates all exposed components, allowing the cards to withstand shock, vibration, dust, electromagnetic interference (EMI), electrostatic discharge (ESD), and variable weather conditions such as extreme temperature and humidity.
On temperature, name the two tiers: the SD Association standard operating range is −25°C to 85°C, while ATP cards with the industrial temperature (iTemp) option extend the qualified range to −40°C to 85°C for reliable operation from extreme cold to heat.
3. Data Integrity
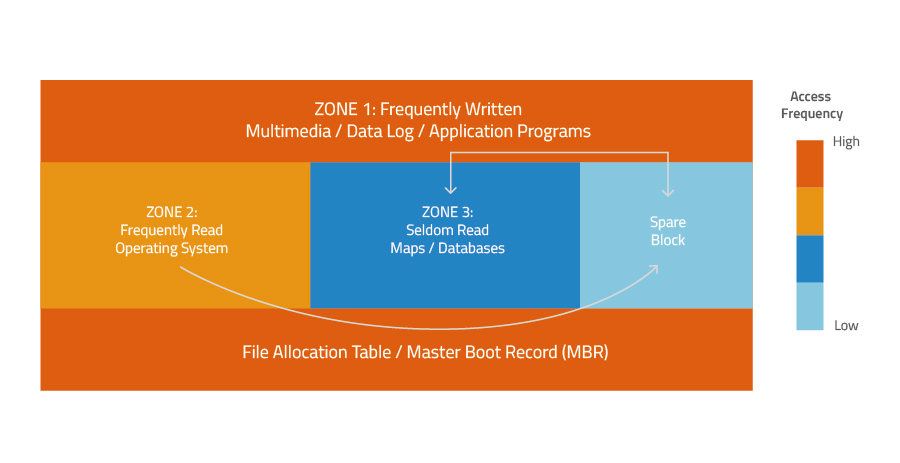
When only certain blocks of the card are frequently read, read-disturb errors can occur, producing errors that compromise data accuracy and integrity. A self-driving car with corrupted data in its memory card may fail to detect crossing pedestrians or misjudge a lane change, endangering the life and safety of people. Industrial memory cards should have powerful solutions to ensure data integrity, especially for mission- and life-critical applications.
ATP AutoRefresh monitors the error-bit level in every operation. Before the error bits in a block reach or exceed the preset threshold, AutoRefresh moves the data to a healthy block, preventing the controller from reading blocks with too many error bits and averting read-disturb errors and data corruption.
Dynamic Data Refresh runs automatically in the background to reduce the risk of read disturbance and to sustain data integrity in seldom-accessed areas, sequentially scanning the user-area flag record without affecting read/write operations. Data that has been completely moved to another block is read and compared with the source data to ensure integrity.
4. High Quality and Compliance with Industry Standards
Consumer memory cards may use lower-grade NAND flash or adopt the newest NAND process purely to pursue cost advantage, which can compromise reliability and product life or result in low yield and unstable performance. In health care, for example, patient information is vital to diagnosis and treatment, and no margin of error from poor quality is tolerable. ATP industrial memory cards are built and tested against recognized quality and environmental standards:
- Quality & environmental management: ISO 9001, ISO 14001, and IATF 16949:2016 (the standard that superseded ISO/TS 16949 in 2016).
- Ingress protection (IEC 60529): SD — IP67 (dust-tight, water-immersion); microSD — IP57 (dust-protected, water-immersion). The IP57 first digit, 5, means dust-protected, not fully dust-tight.
- Automotive stress qualification: select AEC-Q100 test items and conditions.
5. Capacity and Speed
Bigger and faster are not necessarily better. Some industrial applications do not need high capacity or fast performance. Determine how you will use the memory card and what types of files you need to store and process. ATP memory cards are available in different performance classes and densities, using both planar and 3D NAND flash technologies, to meet different application requirements. For an introduction to the different memory card classes, see SD card classes and speed.
6. Compatibility
Physically, there is no distinguishable difference between consumer and industrial memory cards. A consumer card will fit in any system with the appropriate slot but may not work because of technical issues, so compatibility with host devices and specific applications must be taken into account. Often, firmware or settings customizations need to be done for specific applications. Through its Joint Validation program, ATP conducts compatibility and function tests with client-supplied host devices and systems to proactively detect and minimize failures that production tests may not catch.

7. Power Failure Protection
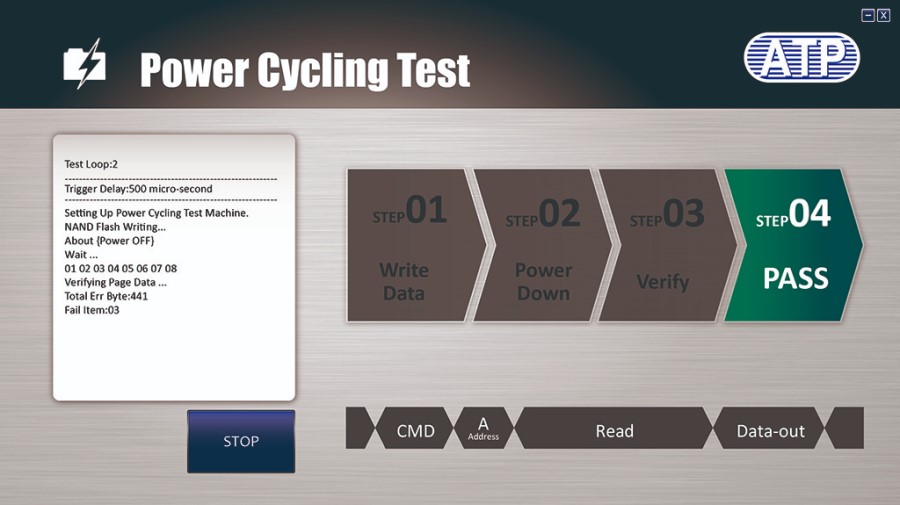
Even a minor power disruption can have a devastating impact on critical industrial applications, whether for safety or business reasons, so data must be protected against sudden power loss. ATP’s Sudden Power-Off Recovery (SPOR) is a firmware-based, data-at-rest protection mechanism: it safeguards the card firmware and the logical-to-physical mapping table, protects data already committed to flash, and traces and recovers the last valid data so the card returns to a consistent state when power comes back on. It is verified by ATP-developed power-cycling tests and random power-off during write operations.
One boundary is worth designing around: because SD and microSD cards have no on-board capacitors, firmware protection cannot guarantee that the single write in progress at the exact instant of power loss completes — so for write-critical systems, pair SPOR with a system-level clean-shutdown or write-buffering policy for that last in-flight write. For the full four-level model of power-loss protection — including the capacitor-backed hardware protection found on larger SSDs — see how ATP provides HW/FW power-loss protection.
8. SD Health / Life Monitoring
Flash can be written to only a finite number of times, and being caught off guard by a card’s sudden end of life can be disastrous. ATP memory cards allow easy real-time monitoring of health status and life expectancy. SD Life Monitor provides a user-friendly interface that tracks wear-and-tear parameters such as erase count, bad-block count, spare-block count, and remaining life, so unexpected data loss can be prevented as the flash nears end of life and device-replacement plans can be made well ahead of time. (Compatibility and support may vary by platform or operating system.)
ATP Competencies: What “Industrial Grade” Really Means
To date there is no single definitive standard for identifying a memory card as “industrial grade.” Manufacturers typically tout their products as industrial grade if they can withstand a wide operating temperature range of −40°C to 85°C, or if they use single-level cell (SLC) NAND flash. While these are important considerations, ATP recognizes that, given the wide array of industrial usage scenarios and the unique requirements above, the “industrial” label should go beyond product specifications or capabilities.
Industrial memory cards from ATP are constructed specifically for mission-critical as well as safety- and life-critical applications across a wide spectrum of uses. Whether for connected automobiles, smart factories, intelligent homes or buildings, or rugged environments and terrains, these tough cards can be trusted for long, dependable use under varied workloads. By ATP’s definition, “industrial grade” covers both Product Reliability and Supply Stability.
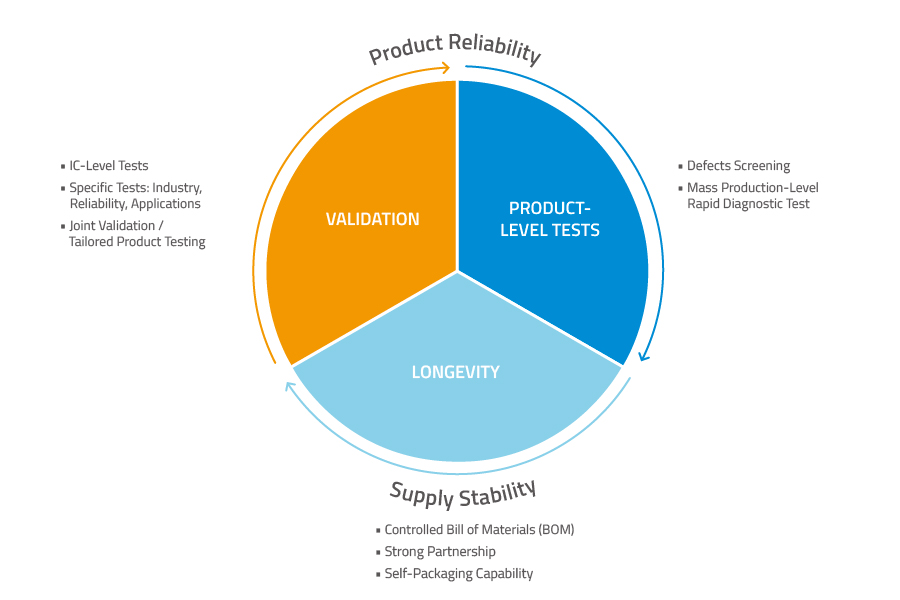
Product Reliability
- Validation. ATP conducts full-scale IC-level tests to screen out weak ICs and enhance IC-level reliability. Specific reliability tests include temperature (extreme high and low, plus temperature cycling), electrostatic discharge (ESD), electromagnetic interference (EMI), dust, humidity, and shock/vibration. Industry-standard compliances include JEDEC, MIL-STD-810G, AEC-Q100, ISO and more. Under the Joint Validation Program, ATP tests with client-supplied host devices and systems to ensure compatibility.
- Product-level tests. Manufacturing and component defects are screened out before shipment through tests such as 100% copy-compare and burn-in. The Rapid Diagnostic Test includes testing at the iTemp range (−40°C to 85°C), block-by-block testing for complete coverage including spare areas, and stricter testing criteria to ensure the reliability of ATP memory cards.
Supply Stability
Industrial applications require sustainable solutions and long product cycles; memory cards for industrial use should have product cycles of at least five years. ATP’s strategic partnerships with leading suppliers ensure a long-term bill of materials (BOM) and supply stability. By implementing a dual-sourcing strategy and controlled BOM, ATP guarantees long product cycles with buffer inventory, and any change affecting the process or product is communicated to the customer. With ATP’s NAND self-packaging capability and validation, every memory card is backed by ATP’s extensive manufacturing expertise spanning more than 25 years.
Conclusion
An “industrial” SD or microSD card is not a marketing label but an answer to four specific failure modes — NAND wear-out, power-loss corruption, high-temperature data loss, and the consumer-grade weaknesses that surface in surveillance and edge systems. ATP answers each with higher-endurance 3D TLC/pSLC NAND and wear leveling, firmware-based SPOR scoped honestly to data at rest, an iTemp envelope backed by active retention firmware, and a controlled BOM for multi-year supply — while being candid that a quality consumer card is enough when the environment is benign and the card is easy to replace.
To match a card to your workload, thermal envelope and power conditions, or to explore ATP’s technologies, visit the ATP website or contact an ATP distributor or representative in your area.
Frequently Asked Questions (FAQ)
Q1: Why do SD cards fail in continuous-write industrial applications?
A: SD cards fail under continuous writes because NAND flash wears out — each cell survives only a finite number of program/erase (P/E) cycles, and a 24/7 write load reaches that limit far faster than the intermittent use a consumer card is built for. Write amplification and poor wear leveling accelerate the failure. Industrial cards counter it with higher-endurance NAND and advanced wear leveling: ATP industrial SD cards are rated up to 5,500 TB written in 3D TLC and up to 25,000 TB in pSLC mode, though those figures are measured under sequential writes, so a random continuous workload should be sized against its own measured write rate.
Q2: How do industrial microSD cards protect against unexpected power-loss corruption?
A: Industrial microSD cards use firmware-based, data-at-rest power-loss protection: it safeguards the card firmware and the logical-to-physical mapping table, protects data already committed to flash, and recovers the card to a consistent state when power returns. ATP implements this as Sudden Power-Off Recovery (SPOR). What no SD or microSD card can do — because the form factor has no room for on-board capacitors — is guarantee that the single write in progress at the instant power is cut completes; only capacitor-backed hardware protection, found on larger SSDs, does that. For continuous-write systems, pair the card’s recovery firmware with a system-level clean-shutdown or write-buffering policy.
Q3: What SD card technologies prevent failure in high-temperature outdoor systems?
A: Three layers prevent high-temperature failure: a qualified −40°C to 85°C (iTemp) operating range, a sealed System-in-Package (SiP) body that resists heat, humidity, dust, and ESD, and data-integrity firmware that counters the way heat corrupts stored data. Because high temperature accelerates charge loss from NAND cells, ATP cards run AutoRefresh, Dynamic Data Refresh, and Auto-Read Calibration. The 85°C rating is a hard ceiling, not a target: if a sealed outdoor cabinet can exceed it internally, the solution is thermal design, because no card is guaranteed beyond its rated maximum.
Q4: Why do consumer microSD cards fail in surveillance and edge systems?
A: Consumer microSD cards fail in surveillance and edge systems because they are designed for light, intermittent use. Continuous recording or inference logging exhausts their low (often unpublished) write endurance within months; their typical 0°C to 70°C rating cannot handle outdoor or in-cabinet temperature swings; they have no power-loss handling, so an abrupt shutdown can corrupt files or the mapping table; and they do nothing to correct read-disturb errors that build up when an edge model reads the same blocks repeatedly. Frequent, unannounced component changes also break long-term qualification. Industrial cards address all of these with high-endurance NAND, wide-temperature operation, firmware power-loss recovery, read-disturb and retention management, health monitoring, and a fixed bill of materials.
Q5: Do I always need an industrial SD card, or is a consumer card ever enough?
A: Not always. A consumer card can be adequate when it stays within its 0°C to 70°C range, writes little data, is protected against power loss at the system level, and is easy to reach and replace — and in that case a high-endurance pSLC card would add cost for headroom you won’t use. The case for an industrial card becomes compelling the moment any one of those conditions no longer holds: continuous writes, uncontrolled temperature, unstable power, or a remote, hard-to-service, or safety-critical deployment. Match the card grade to the workload and environment, then weigh it on total cost of ownership rather than unit price.